
Введение.
Одной из важнейших государственных задач является устранение научно-технического отставания и технологической зависимости от передовых в техническом отношении зарубежных стран, обеспечение промышленного производства и агропромышленного комплекса современными эффективными и экономичными технологиями и оборудованием, а населения – высококачественными продуктами питания в достаточном количестве. Выполнение этого реализуется на основе современных научных разработок производственно-техническим комплексом и его управляющей структурой – инженерно-технической системой. Направленность её деятельности связана с освоением и использованием достижений научно-технического прогресса, поддержанием высокой работоспособности обслуживаемой техники. Указанное осуществляется как путём улучшения технико-экономических показателей новой техники при её создании и производстве, так и применением при её ремонте ресурсосберегающих процессов, обеспечивающих достижение 80–100%-го послеремонтного ресурса на основе использования прогрессивных упрочняющих и восстанавливающих технологий.
Актуальность проблемы связана с тем, что в настоящее время в России на многих предприятиях техническое состояние различного оборудования – энергетического, технологического, транспортного – находится на низком уровне. Это является следствием расходования оборудованием до 70–80% его ресурса. На примере агропромышленного комплекса России отметим, что в 2012–2013 гг. ежегодные затраты на поддержание в работоспособном состоянии сельскохозяйственной техники, 45–90% которой укомплектовано агрегатами после капитального ремонта, составляли более 70 млрд рублей. Из них, не менее 30 млрд руб. расходовались на приобретение запасных частей, в том числе 10–12 млрд руб. – на закупку новых агрегатов. Стоимость отремонтированных агрегатов составляла 40–120 % по отношению к новому изделию, а их ресурс – в 1,5–6 раз ниже ресурса агрегатов заводского изготовления. Анализ показывает, что повышение межремонтного ресурса агрегатов до уровня нового изделия составит экономию не менее 5–7 млрд руб. в год.
Работы учёных и специалистов-практиков показывают, что более 75 % изношенных деталей целесообразно повторно использовать после восстановления; это существенно снижает нагрузку на машиностроительное производство, а, кроме того, экономически оправдано как для ремонтного производства, так и для потребителя. Реальные затраты на восстановление детали обычно не превышают 25–30% её стоимости, а при грамотном назначении технологии восстановления достигается 100%-ый ресурс (1).
Согласно опыту технически развитых стран ремонтные работы включают значительный объём восстановления изношенных деталей для вторичного использования различного энергетического и технологического оборудования, транспортной техники, включая технику для АПК. Это подтверждает практическая деятельность большинства крупных зарубежных компаний, занимающихся выпуском машиностроительной продукции и организовавших сбор отработавшей технический ресурс продукции, необходимый ремонт и передачу на повторную эксплуатацию (к примеру, Боинг, Дженерал Электрик, Джон Дир, Вернер унд Пфляйдер и многие др.). Обращаем внимание: такие зарубежные кампании принимают все меры к тому, чтобы не допустить к ремонту техники своего производства других исполнителей. Выполнение передовыми в техническом отношении странами значительных объёмов ремонтных работ с использованием современных упрочняющих и восстанавливающих технологий подтверждается также приобретением многими российскими предприятиями большого количества зарубежной техники на вторичном рынке.
ФГБНУ ГОСНИТИ работает в области создания и применения новой техники для металлообработки – технологий и оборудования – на базе методов использования концентрированных потоков энергии. Одним из таких методов является электроискровая обработка металлических поверхностей в газовой среде (ЭИО), чему посвящена данная статья.
Методы упрочнения и восстановления
Известно, что прочностные свойства деталей зависят от физико-механических характеристик материала, из которого они изготовлены. Но ресурс деталей и инструментов при достаточной прочности основного материала обычно связан с качеством рабочей поверхности и эксплуатационными свойствами их поверхностного слоя. Он может быть существенно повышен путём изменения рельефа поверхности, состава, структуры и свойств поверхностного слоя. Для создания поверхностных слоёв с требуемыми характеристиками (состав, структура, толщина и др.) применяют различные методы обработки – механические, термические, электрофизические, электрохимические и их сочетание. В результате формируются поверхностные слои толщиной от нескольких микрометров до 1 мм и с более улучшенными характеристиками и противостоящие истиранию, повышенной температуре, коррозии, эрозии и другим факторам, инициирующим изнашивание рабочих поверхностей деталей.
Широкое применение на практике для упрочнения и восстановления металлических поверхностей нашли методы, основанные на использовании концентрированных потоков энергии с удельной мощностью в пятне нагрева более 102 Вт/мм2 (таб. 1).
| Источники энергии | Температура пламени, плазмы или дуги, 0К | Наименьшая площадь нагрева, мм2 | Наибольшая плотность мощности энергии в пятне, Вт/мм2 |
| Газовое пламя | 3000…3500 | 1 | 5 x 10 (2) |
| Топливно-плазменное пламя | 4000…5000 | 1 | 5 x 10 (2) |
| Дуга в парах:
щелочных металлов железа | 4000…5000
5000…6000 | 1
1 | 1 x 10 (3)
1 x 10 (3) |
| Дуга в газах:
водород, азот аргон, гелий |
5000…8000 10000…20000 |
1 x 10 (-1) 1 x 10 (-4) |
1 x 10 (3) 1 x 10 (3) |
| Микроплазменная дуга | - | 1 x 10 (-4) | 1 x 10 (6) |
| Электронный луч | - | 1 x 10 (-5) | 1 x 10 (7) |
| Лазерный луч | - | 1 x 10 (-6) | 1 x 10 (8) |
| Электрическая искра в газовой среде | 7000…20000 | 1 x 10 (-6) | 10 (6) ... 10 (9) |
Как следует из таб. 1, наибольшей концентрацией энергии в пятне нагрева обладает электрическая искра.
Метод электроискровой обработки
Использование электрической искры положено в основу метода электроискровой обработки металлических поверхностей (А.с. № 70010 от 03.04.1943г.), созданного советскими учёными супругами Б.Р. и Н.И. Лазаренко. Этот метод широко применяется в мировой практике для размерной обработки деталей в диэлектрической жидкости. Но, кроме того, он широко востребован и развивается как в России, так и за рубежом для нанесения покрытий на детали в газовой среде с целью улучшения эксплуатационных свойств деталей машин, инструментов для механической обработки (резание, давление), литейной оснастки и др., а также для восстановления утраченных в процессе эксплуатации их размеров, устранения дефектов поверхности (3).
При ЭИО осуществляется воздействие на металлические поверхности в газовой среде короткими (обычно до 1000 мкс) электрическими разрядами с энергией от сотых долей до десятка и более джоулей и частотой до 1000 Гц. При периодическом, с определённой частотой, контакте электрода (анода) c обрабатываемым изделием (катодом) и его разрыве возникают электрические разряды, создаваемые генератором импульсов. Под действием этих разрядов происходит следующее: идут процессы преимущественного разрушения материала электрода (анода) и образования вторичных структур в рабочей его части; осуществляется перенос продуктов эрозии электрода на деталь (катод); на поверхности обрабатываемого изделия протекают микрометаллургические процессы; элементы материала электрода диффундируют в поверхностный слой изделия; поверхность изделия приобретает новый специфичный рельеф (рис. 1а); образуется на поверхности изделия измененный слой (рис. 1б), включающий белый слой, диффузионную зону и зону термического влияния, при этом изменяются свойства поверхностного слоя; формируется поверхностный слой мелкодисперсного состава, вплоть до наноуровня (рис. 1в); происходит изменение размера изделия.
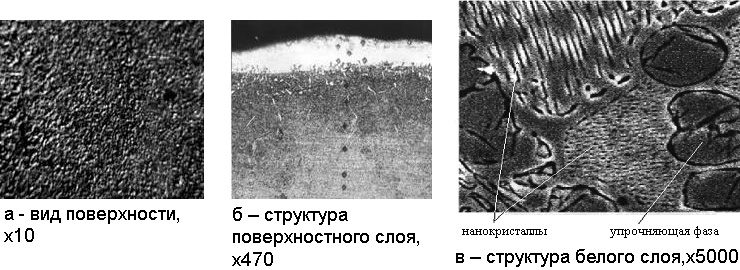 |
| Рис. 1. Изменение рельефа поверхности (а) и структуры поверхностного слоя (б, в). |
| Источник: http://технодоктрина.рф/ |
В результате обработки на поверхности детали образуется новый слой, которому в зависимости от параметров искрового разряда, состава электродного материала, материала обрабатываемой детали и других факторов придаются отличные от исходного состояния свойства, управляемые в широких пределах и обеспечивающие требуемые качества: повышенные микротвердость, износостойкость, жаростойкость и другие.
Универсальность электрической искры как технологического инструмента, характеризуемая широким диапазоном значений параметров покрытий (табл. 2), даёт возможность использовать одно и то же оборудование для различных технологических целей и совмещать в одном цикле обработки различные технологические процессы.
| Характеристики покрытий | Значения |
| Толщина (мкм):
– нанесённого слоя – белого слоя – переходного слоя | -
5–1000 до 600 до 700 |
| Микротвердость (МПа):
– белого слоя – переходного слоя | -
6000–22000 3000–8000 |
| Параметры рельефа поверхности:
– характер рельефа поверхности – высота микронеровностей (мкм) – относительная высота выступов hв /rв – относительное расстояние между выступами Sм/Нмах | -
выпукло-вогнутый Ra1,6–Rz360 0,06–0,19 5 - 9 |
| Теплопроводность электродных материалов λ, (Вт/м К) | 10–400 |
Многочисленные публикации в отечественной и зарубежной литературе по ЭИО свидетельствуют о высокой эффективности и универсальности метода, что приобретает особое значение в современных условиях для отечественных промышленных и ремонтных предприятий.
Широкое эффективное применение ЭИО базируется на основных двух его качествах:
- способности формировать на обрабатываемых изделиях покрытия (поверхностные слои) с заданными эксплуатационными свойствами путём применения большинства токопроводящих материалов с присущими им свойствами. Этим достигается увеличение износо-, жаро-, эрозионной, коррозионной стойкости и улучшение других свойств обработанных поверхностей;
- возможности управления толщиной этих покрытий – от нескольких микрометров до 0,5 мм (а при использовании определённых технологий – до 5–10 мм и более) путём изменения электрических режимов обработки и её длительности.
Наряду с возможностью формирования покрытий с характеристиками широкого диапазона значений, метод ЭИО обладает также рядом достоинств, определяющих его успешное использование для решения производственных проблем:
- возможность локального формирования покрытий в строго указанных местах радиусом от долей миллиметра и более, не защищая при этом остальную поверхность;
- высокая адгезия электроискрового покрытия с основным материалом;
- отсутствие нагрева и деформаций изделия в процессе обработки;
- сравнительная простота технологии, не требуется специальной предварительной обработки поверхности;
- высокая надёжность оборудования и простота его обслуживания, оно малогабаритное и ремонтопригодное;
- низкая энергоёмкость ручных и механизированных процессов ЭИО;
- высокий коэффициент переноса электродного материала (60–80%).
Технологии и области применения ЭИО
Широкие пределы управляемых технологических параметров процесса ЭИО и характеристик формируемых покрытий являются основой высокой универсальности этого метода обработки, применяемого в прокатном производстве, в машиностроении при изготовлении новых деталей (упрочняющие покрытия и покрытия со специальными свойствами рабочих поверхностей прокатного инструмента, деталей машин, режущих инструментов, штамповой оснастки), а также в ремонтном производстве энергетических, добывающих и перерабатывающих, машиностроительных предприятий, предприятий лёгкой промышленности, агропромышленного комплекса, транспорта и других при восстановлении изношенных деталей, утративших свои размеры в процессе эксплуатации (восстанавливающие покрытия на наружных и внутренних поверхностях деталей и инструментов) – рис. 2. Отметим, что в зарубежных странах этот метод используется в большей мере для нанесения покрытий с эффектом упрочнения и со специальными свойствами, причём, в первую очередь, в оборонных отраслях, в т.ч. при производстве космической и авиационной техники.
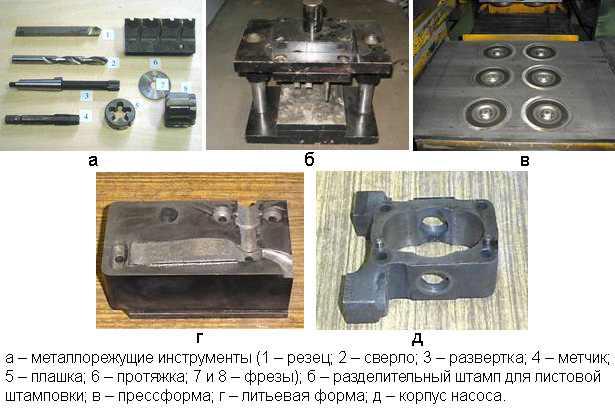 |
| Рис. 2. Примеры объектов упрочняющей (а, б, в) и восстанавливающей (г, д) электроискровой обработки. |
| Источник: http://технодоктрина.рф/ |
При назначении технологии нанесения упрочняющих электроискровых покрытий и последующей обработки учитываются условия работы объектов упрочнения (инструментов, деталей), т.е. факторы, инициирующие изнашивание их рабочих поверхностей. Обычно эти факторы – высокие давления, температуры, большая цикличность нагружения рабочих поверхностей и др. В этих случаях при упрочнении поверхностей обычно применяются электроды из металлокерамических твердых сплавов типа ТК (Т5К10, Т15К6, Т30К4), ВК (ВК4, ВК6, ВК8), ТТК (ТТ7К12, ТТ21К10), СТИМ (СТИМ-2, -3Б, -3БОАн, -4, -50НА) и другие, включая содержащие нанодисперсные добавки, а также графиты мелкозернистой фракции. Результат двух- шестикратного увеличения ресурса достигается обычно покрытиями толщиной до 100 мкм. При этом особо привлекает применительно к резанию металлов факт значительного повышения эффективности упрочнения режущих инструментов при ужесточении режимов резания.
Для придания обрабатываемым поверхностям специальных свойств (жаро-, эрозионно-, коррозионная стойкость и др.) используют для ЭИО в качестве электродов токопроводящие материалы, обладающие соответствующими эксплуатационными свойствами. В частности, защищая поверхности деталей от атмосферной коррозии, используют электроды из алюминия, никеля, хрома и их сплавов, нержавеющих сталей; для снижения переходного электрического сопротивления наносят покрытия золотом, серебром, платиной и т.д.
Значителен объём использования ЭИО в технологиях восстановления изношенных деталей и при устранении брака, связанного с прослаблением размеров деталей при их изготовлении. Это чаще всего наружные и внутренние посадочные поверхности неподвижных соединений с диаметральным износом деталей до 500 мкм, а также деталей, работающих в условиях трения скольжения, с износом до 100 мкм. При восстановлении стальных деталей достаточно использования электродов из хромоникелевых сталей, а чугунных – цветных сплавов на основе меди. Восстановление изношенных поверхностей инструментов выполняется электродами из высоколегированных и инструментальных сталей и твердых сплавов. Часто применяются многослойные покрытия, получаемые в несколько циклов обработки разными электродными материалами и обладающие при большей толщине повышенными эксплуатационными свойствами. Качественным уровнем современных ЭИ технологий для ремонтного производства является обеспечение 100%-го ресурса восстановленных деталей (поверхностей), т.е. ресурса не ниже новых. Заметным и важным достоинством ЭИО для ремонтных целей является его технологическая мобильность, т.е. возможность без демонтажа с машин локального восстановления ответственных деталей, включая крупноразмерные.
Оборудование для ЭИО
Процесс ЭИО реализуется с помощью установок, которые в зависимости от конструкции позволяют наносить покрытия в ручном, механизированном или автоматизированном режимах. Это широкий класс оборудования разных наименований, моделей, технических характеристик и стоимости. Его выпускают и эффективно используют во многих технически развитых странах мира (4). На рис. 3 приведены из многочисленного ряда некоторые примеры современного отечественного и зарубежного ЭИ оборудования. Дальнейшее совершенствование его в значительной мере связано с оптимизацией параметров и обеспечением энергетической стабильности искровых импульсов, зависящей как от генераторов установок, так и электродных инструментов.
 |
| Рис. 3. Примеры электроискрового оборудования. |
| Источник: http://технодоктрина.рф/ |
Современные ручные установки потребляют обычно не более 2 кВА, состоят из генератора импульсов и инструмента (обрабатывающего устройства) с вибрирующим или вращающимся электродом. Они в зависимости от технических параметров обеспечивают нанесение покрытий толщиной от десятков микрометров до 1 мм с характерным рельефом поверхности, производительность обработки составляет от 1,0 до 10 см2/мин.
Эффективность ЭИ технологий
Результатом практического использования ЭИО являются определённые показатели.
- Увеличение срока службы упрочнённых деталей и инструментов на 250–400 % и более.
- Уменьшение себестоимости и сокращение сроков ремонта агрегатов машин путём восстановления изношенных деталей взамен приобретения новых и обеспечение их ресурса на уровне нового изделия.
- Окупаемость за три-девять месяцев капитальных затрат, связанных с приобретением новой техники (технологии и оборудование) и её освоением.
- Экономия природных ресурсов в связи с повторным использованием восстановленных деталей.
Пример. Экономическая эффективность восстановления деталей (экономия при восстановлении 1 тонны деталей из стали только за счёт исключения металлургического процесса при их изготовлении): 180 кВт/ч электроэнергии; 0,8 тонны угля; 0,4 тонны известняка; 175 м3 природного газа.
Перспективы ЭИ технологий
Наряду с совершенствованием существующих методов обработки металлических поверхностей для улучшения или восстановления их эксплуатационных характеристик также развивается ЭИО. Это развитие идёт в нескольких направлениях.
Создание новых электродных материалов со специальными свойствами. В России и за рубежом создают новые электродные материалы для ЭИО и исследуют свойства покрытий, полученных с помощью этих материалов. Это касается, например, твёрдых сплавов типа «СТИМ», в том числе с добавками наночастиц (разработки НПО «Металл» при НИТУ «МИСиС»), сплавов на основе карбидов титана, вольфрама, боридов и оксида циркония (Хабаровский научный центр ДВО РАН), силицидных материалов (Институт физики твёрдого тела РАН и ФГБНУ ГОСНИТИ), твёрдых сплавов с тугоплавкими и высокотвёрдыми добавками (Институт проблем материаловедения НАНУ – Украина) и др. Использование для ЭИО новых электродных материалов способствует большему переносу легирующих элементов на обрабатываемую поверхность, улучшению качественных характеристик покрытия и увеличению ресурса упрочняемого или восстанавливаемого изделия, создавая этим новые перспективы для эффективного применения ЭИО.
Механизация и автоматизация процесса обработки. Это направление включает также роботизацию процесса, оно эффективно в условиях серийного и крупносерийного производства, а также при обработке ответственных деталей сложной и дорогостоящей техники, обеспечивая стабильность и качество нанесения покрытий на выбранных режимах.
Механизированное оборудование для ЭИО (установки «Элитрон-120», -122», -240», -345», -347», -349», -440», -502», -503» для обработки, соответственно, режущего инструмента осевой формы, разделительных штампов, серебрения электрических контактов, сегментных пил, деталей типа тела вращения, валков прокатных станов, плоских поверхностей форм производства силикатного кирпича, фильер, штампов горячей штамповки с осесимметричной гравюрой и другие) применялось в СССР в различных отраслях, в т.ч. в машиностроении и ремонтном производстве. В настоящее время, наряду с совершенствованием генераторов искровых импульсов и электрод-инструментов, это направление интенсивно развивается в промышленно развитых странах, например, фирмой «ASAP» – США.
Применение многоконтурной обработки. Этот технический приём связан с механизацией ЭИО, подразумевает одновременную обработку одной единицей оборудования нескольких участков одного или нескольких изделий. Применение такого приёма направлено на увеличение производительности обработки. Обычно обработка всеми контурами ведётся по одной технологии, т.е. на одних и тех же электрических режимах. Примером служит установка «Элитрон-440», созданная в начале 1990-х гг. Опытным заводом Института прикладной физики Академии наук Молдавии для упрочнения плит прессформы производства силикатного кирпича. Эта установка обеспечивала возможность одновременной работы восьми контуров, т.е. восьми электрод-инструментов, по параллельной обработке двух плит, с соответствующим увеличением производительности обработки.
Создание комбинированных покрытий совмещением ЭИО с другими методами обработки. Резервы эффективности ЭИ технологий связаны также с совместным использованием ЭИО и других методов обработки. Так, ЭИО с поверхностно-пластическим деформированием улучшает качество поверхности и преобразовывает растягивающие напряжения в поверхностном слое на сжимающие. Совмещение ЭИО с детонационным напылением, лазерной, ультразвуковой, плазменной и другими видами обработки улучшает качественные параметры покрытий, позволяет решать технические проблемы более эффективно. Интерес представляют также успешно применяемые ГОСНИТИ технологии восстановления изношенных деталей, включающие ЭИО и холодное газодинамическое напыление или ЭИО и металлополимерные покрытия. При таком совмещении методов на деталях получают покрытия значительной толщины с высокой несущей способностью и контактной сплошностью. Обычно их применяют для восстановления сильно изношенных посадочных поверхностей неподвижных соединений.
Широкое и эффективное использование на производстве ЭИ метода обработки металлических материалов подтверждает сказанные ещё в 1947 г. слова Б.Р. Лазаренко, открывшего миру для практического применения электрическую искру: «Многовековое царствование механического способа обработки металлов, перевернувшего мир в прошлых столетиях, – кончается. Его место занимает, несомненно, более высокоорганизованный процесс, когда обработка металла производится электрическими силами… Ему будет принадлежать будущее, и притом – ближайшее будущее».
Заключение
Электроискровой метод нанесения металлопокрытий обладает высокой эффективностью, экономичностью и универсальностью; он перспективен для широкого использования на предприятиях разных отраслей экономики, включая оборонную промышленность, для увеличения ресурса и восстановления работоспособности деталей и инструментов.
Автор: Иванов В.И. - канд. техн. наук, Всероссийский научно-исследовательский технологический институт ремонта и эксплуатации машинно-тракторного парка
Список литературы:
- Лялякин В.П. Состояние и перспективы ремонта машин в АПК // Труды ГОСНИТИ. 2008. – Т. 101. – С. 33–37; Черноиванов В.И., Лялякин В.П., Литовченко Н.Н. Ресурсосберегающие восстановительно-упрочняющие технологии – основа вторичного производства деталей. / Вестник Орловского государственного аграрного университета. 2009. – Т. 16, № 1. – С. 2–5; Черноиванов В.И., Лялякин В.П., Голубев И.Г. Инновационные проекты и разработки в области технического сервиса. – М.: Росинформагротех, 2010. – С.95.; и др.
- Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика) / МГУ им. Н.П.Огарева и др.; Ф.Х. Бурумкулов, П.П. Лезин, П.В. Сенин, В.И. Иванов, С.А. Величко, П.А. Ионов. – Саранск: тип. «Красный Октябрь», 2003.
- Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика) / МГУ им. Н.П.Огарева и др.; Ф.Х. Бурумкулов, П.П. Лезин, П.В. Сенин, В.И. Иванов, С.А. Величко, П.А. Ионов. – Саранск: тип. «Красный Октябрь», 2003; Верхотуров А.Д., Подчерняева И.А. Прядко Л.Ф., Егоров Ф.Ф. Электродные материалы для электроискрового легирования. – М.: Наука, 1988; Гитлевич А.Е., Михайлов В.В., Парканский Н.Я., Ревуцкий В.М. Электроискровое легирование металлических поверхностей. – Кишинев: Штиинца, 1985; http://shszjd.en.alibaba.com/ – Установки SZ-08 и XKS-350; www.formotronik.ru/files/svarka.pdf – Schweißgeräte für Reparaturen im Formen-und Werkzeugbau; Solov'ev R.Y., Vorob'ev P.A., Litovchenko N.N. Metal-Carbothermal Methods of Reducing the Degree of Oxidation of Dispersed Metal in Electric ARC Metallizing // Welding International. 2013. – Т. 27, № 5. – P. 423–427; 0. Ivanov V.I., Panin Y.S., Konevtsov L.A., Burumkulov F.K., Verkhoturov A.D., Gordiyenko P.S. Formation of the Surface Layer on a Low-Carbon Steel in Electrospark Treatment // Welding International. 2013. – Т. 27, № 11. – P. 903–906; Ivanov V.I., Burumkulov F.K. Hardening of Objects and the Increase of their Lifetime by the Electrospark Method: the Object Classification and the specific Features of the Technology // Surface Engineering and Applied Electrochemistry. 2010. – Т. 46, № 5. – P. 416–423.
- Иванов В.И., Бурумкулов Ф.Х. Состояние и развитие электроискровых технологий и оборудования в России и за рубежом // Труды ГОСНИТИ. 2012.– Т.109, ч. 2. – С. 127–139
