В мире происходит бум аддитивных технологий, рынок растет на 27% ежегодно. Россия включается в новую технологическую гонку, и ведущую роль здесь играет Всероссийский институт авиационных материалов
В настоящее время в качестве приоритетов технологического развития все больше выдвигаются так называемые новые перспективные технологии, основанные на широком применении новых материалов, информационных технологий и глубокой автоматизации производственных процессов. Для обозначения производств, где такие технологии применяются, используется понятие «передовое производство» (advanced manufacturing), введенное Национальной ассоциацией перспективных производственных технологий США (National Association of Advanced Manufacturing, NACFAM)*. Один из признаков такого производства, отличающих его от традиционного, — кастомизация, то есть возможность относительно простой перестройки производства, основанной на цифровых технологиях, для приспособления его к индивидуальным потребностям заказчиков.
К таким технологиям в первую очередь относятся композитные материалы, робототехника, которой была посвящена статья «На обочине нечеловеческого прогресса» (см. «Эксперт» № 47 за 2014 год), и аддитивные технологии, более известные как 3D-технологии, или 3D-принтинг. 3D-принтеры, позволяющие изготавливать из различных пластмасс разнообразные бытовые принадлежности, уже предлагаются для домашнего пользования. Герои известного американского сериала «Теория большого взрыва», физики и инженеры, забавляются тем, что печатают игрушки-автопортреты. Известно, что на таких принтерах уже печатают пистолеты, пока не боевые, а кому-то удалось даже напечатать автомобиль.
Но у этой технологии есть и другие, более впечатляющие возможности изготовления деталей из различных металлов, что позволяет во многих случаях отказаться от использования металлорежущего и кузнечно-прессового оборудования. О внимании к аддитивным технологиям со стороны российского правительства в интервью «Эксперту» говорил первый заместитель министра промышленности и торговли Российской Федерации Глеб Никитин.
Состояние аддитивных технологий в России мы обсуждаем с генеральным директором Всероссийского института авиационных материалов (ВИАМ) академиком РАН Евгением Кабловым. И это не случайно. На днях министр промышленности и торговли Денис Мантуров предложил сформировать на базе ВИАМа специальный центр материаловедения. В его задачи будет входить консолидация инновационного потенциала в области материалов для всей отечественной промышленности, в том числе авиастроения. Одна из инновационных задач, которые сейчас решает ВИАМ, — аддитивные технологии.
Мы начали нашу беседу с вопроса:
— Чем аддитивные технологии отличаются от традиционных?
— Традиционные технологии являются, как говорят, вычитающими. Берется кусок материала, и лишнее путем деформации или механической обработки удаляются. Как сказал Огюст Роден вслед за Микеланджело, «я беру глыбу и отсекаю от нее все лишнее. И получается идеальная скульптура». При этом доля использования материала составляла в лучшем случае 50 процентов, а в некоторых видах обработки не более 20–30.
А аддитивные технологии изготовления деталей — добавляющие, потому что материал по мере изготовления изделия добавляется, хотя не всякие технологии добавления материала можно назвать аддитивными, а только те, которые создают объект послойно на основе трехмерной компьютерной модели.
Аддитивные технологии позволяют использовать практически ровно то количество материала, которое необходимо для готовой детали1. Микеланджело ничего не потребовалось бы отсекать. Исследования британских ученых показали, что экономия сырья при использовании аддитивных технологий может достигать 75 процентов.
Первые АМ-системы (Additive Manufacturing) были предназначены для производства изделий преимущественно из полимерных материалов, тогда как сегодняшние установки способны производить детали из металлов, и это существенно расширяет области их использования.
— Что необычного позволяют сделать аддитивные технологии, если сравнивать их с традиционными методами обработки металлов?
— Можно, например, вырастить «деталь в детали», можно вырастить деталь с переменными по толщине свойствами материала, можно выращивать сетчатые конструкции, которые невозможно получить ни литьем, ни механообработкой. Например, очень сложные системы охлаждения, и при этом заменить целые узлы, собранные из нескольких деталей, одной деталью. Или изготавливать детали, спроектированные на основе бионических принципов. То есть попытаться делать их так, как делает природа. Например, эндопротез пустотелой кости. Китайцы создали установку для медицинских целей, которая позволяет в военных условиях при черепно-мозговых травмах обмерять голову, тут же изготавливать соответствующую пластину по модели головы и проводить краниопластику.
Кроме того, уже доказано, что металлические изделия, напечатанные на 3D-принтерах, по своим свойствам — плотности, остаточному напряжению, механическому поведению, неравновесной микроструктуре, кристаллографической текстуре — отличаются в лучшую сторону от изделий, изготовленных литьем, методами деформации и механической обработкой.
К преимуществам аддитивной технологии можно отнести не только произвольность формы изготавливаемых изделий и их качество, но и возможность моментальной передачи цифровых моделей в любую точку мира, что позволяет при необходимости сразу организовать их локальное производство в мировых масштабах. Хотя стоимость таких деталей выше, чем изготовленных традиционными методами, но аддитивные технологии отвечают современной тенденции повышения гибкости производственных процессов.
Я думаю, что аддитивные технологии — предвестник новой промышленной революции. И конечно, если мы зевнем, упустим и не начнем активно их развивать, о конкурентоспособности нашей промышленности, наших товаров уже в ближайшем будущем, по-моему, даже не будет смысла говорить.
Но хочу специально отметить, что у аддитивных технологий есть своя ниша — делать то, что невозможно сделать традиционными технологиями. Это не панацея. А то у нас иногда увлекаются и рассчитывают с помощью одной технологии решить все проблемы промышленности.
— Насколько распространены аддитивные технологии в мире?
— Мировой рынок аддитивных технологий в 2013 году составил 3,07 миллиарда долларов, прирастая в среднем ежегодно более чем на 27 процентов. Сюда входит разработка и изготовление материалов, оборудования, разработка математических моделей синтеза деталей и технологических процессов из изготовления. Мировым лидером является компания из США 3D Systems, которая уже поставила этот процесс на практическую основу. Boeing уже сейчас ежегодно изготавливает 22 тысячи деталей 300 наименований для десяти военных и коммерческих самолетов.
Компания General Electric считает, что через пять лет половина деталей газотурбинного двигателя будет сделана по аддитивным технологиям. При этом США занимают 38 процентов этого рынка. По распоряжению президента Обамы создан национальный научный центр по аддитивным технологиям, который будет включать в себя пятнадцать, я подчеркиваю, пятнадцать — государственных институтов. Германия занимает 9,4 процента рынка. И конечно, Китай, который сейчас занимает третью позицию в мире — 8,7 процента рынка. Там двадцать исследовательских организаций и 45 университетов работают по проблеме аддитивных технологий.
Кстати, совсем недавно я и делегация специалистов из ВИАМа побывали в Поднебесной, где мы провели весьма успешные переговоры о развитии сотрудничества с китайской Академией авиационной фундаментальной техники (Avic Tech) в области аддитивных технологий. В частности, речь шла о создании совместной лаборатории, металлопорошковой композиции, а также о применении неразрушающих методов контроля определения пористости деталей.
В 22 странах созданы национальные ассоциации по аддитивным технологиям, объединенные в альянс GARPA — Global Alliance of Rapid Prototyping Associations. Этот альянс создал специальный международный комитет, который утверждает все нормативные документы. В рамках альянса работает продвинутая кооперация: я делаю 3D-модель, а вы имеете возможность произвести эту деталь нужного размера. Я вам отправляю по почте цифровую 3D-модель. Вы мне говорите: «Все, окей» — и изготавливаете. А поскольку создание 3D-моделей может вызвать трудности у среднего пользователя, в последние годы получили распространение еще и фирмы, которые по заказу разрабатывают 3D-модели.
— А мы участвуем в этом объединении?
— Мы не участвуем. Чтобы участвовать, мы у себя должны создать свое производство и только тогда можно войти в эту международную ассоциацию. Хочу отметить, что, например, при торговле между странами альянса цены на те же порошки значительно ниже, чем те, по которым они продают их нам.
Вклад России в рынок аддитивных технологий пока составляет около одного процента. И в основном это результат тех работ в области лазерной стереолитографии, которые были выполнены еще в Советском Союзе под руководством академика РАН Владислава Яковлевича Панченко в Институте проблем лазерных и информационных технологий (ИПЛИТ) РАH. Стереолитография — это процесс изготовления трехмерных изделий из фотополимерных материалов по специальной программе под воздействием света. У нас на заводах используют этот метод при создании и отработке новых сложноконтурных деталей или конструкций, изготавливая их модели в реальных размерах, что помогает оценить функциональность и исключить возможность различных ошибок перед серийным производством изделия. В том же ИПЛИТе предложили создавать модели оперируемых органов на основе томографии больного органа и изготавливать их методом стереолитографии. Изготовленную модель отправляют хирургу, который на ней разрабатывает технологию операции. После чего уже непосредственно приступает к операции на больном. С ИПЛИТом сотрудничают 58 клиник. Сейчас перед нами стоит задача, чтобы аналогичным методом изготавливать уже реальные детали из металлического порошка.
Существует несколько видов аддитивных технологий, использующих металлические порошки. Мы в ВИАМе работаем в двух направлениях.
Первый метод состоит в том, что на рабочую платформу переносят сначала дозу порошкового материала со вспомогательной платформы и разравнивают его с помощью ролика или «ножа», создавая таким образом ровный слой материала определенной толщины. Затем выборочно в соответствии с текущим сечением математической модели детали порошок обрабатывают лазером, сплавляя частички порошка. Затем вспомогательная платформа поднимается на толщину слоя и процесс повторяется. Эта технология называется «селективный синтез» или «селективное лазерное сплавление». На английском: SLS — Selective Laser Sintering.
Второй вид аддитивных технологий — direct deposition, что можно перевести как «прямое осаждение» материала. Газопорошковая смесь подается коаксиально вдоль оси лазерного луча, непосредственно в точку, куда подводится энергия и где происходит в данный момент построение фрагмента детали. Подобно тому, как сварщик вводит материал электрода в то место, где за счет электрической дуги формируется зона расплава.
В этой технологии главное, что она позволяет практически не ограничиваться в размерах деталей. Современные АМ-машины имеют пятикоординатное управление построением. Три координаты — вращение роботизированной рабочей головки, а в двух координатах перемещается стол.
В обоих случаях процесс изготовления детали начинается с построения компьютерной модели изделия. Затем модель программно рассекается на тонкие слои, чтобы получить информацию о контуре каждого слоя, который воспроизводится уже при изготовлении детали.
Для реализации обеих видов этих технологий необходимо иметь исходные материалы, которые используются в виде порошков, или, точнее, металлопорошковых композиций, AM-машины, математические модели технологических процессов, которые основываются на знании физико-химических процессов, протекающих в ходе изготовления деталей.
— И какова ситуация со всем этим в России?
— Производство порошков — ключевая проблема для аддитивных технологий. Поскольку от качества порошка в первую очередь зависит качество получаемых деталей.
 |
| Использование аддитивных технологий |
| Источник: Эксперт |
Обычно каждая компания — производитель AM-машин предлагает покупателю и определенный набор порошков, и подробную инструкцию для настройки параметров машины под каждый из материалов, которая является результатом большой исследовательской работы компании. В этих инструкциях не сообщается состав металлопорошковых композиций и все режимы сплавления, потому что все это все является коммерческой тайной. Вы покупаете установку и с ней определенные порошки, и они сообщают о режиме сплавления именно этих материалов. Любые санкции — и все, производство остановилось. Некоторые наши фирмы, купившие за рубежом АМ-машины, а их уже около двадцати, остались без порошков.
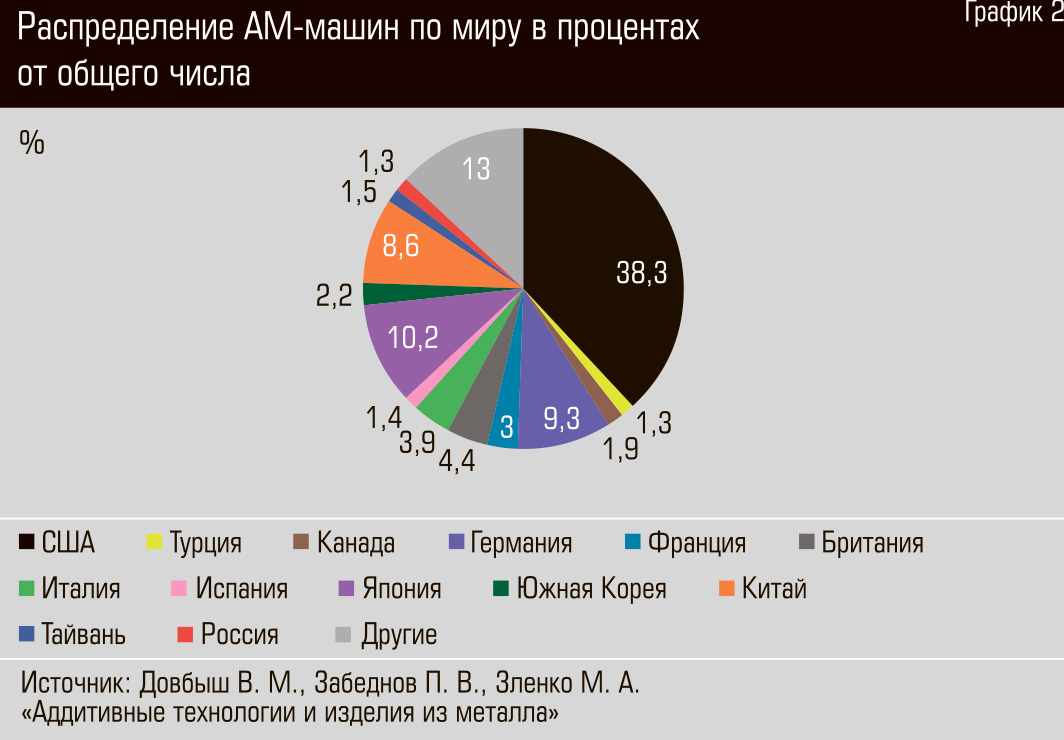 |
| Распределение аддитивных машин |
| Источник: Эксперт |
Мы в ВИАМе сейчас заняты разработкой технологий изготовления порошков и металлопорошковых композиций, которые позволят нам в том числе избавиться от этой зависимости. И мы уже наладили производство определенных их видов. Я все время говорю о металлопорошковых композициях, потому что в аддитивных технологиях применяются смеси порошков различного размера. Когда мы делаем математическую модель детали, мы рассчитываем, какое соотношение должно быть в композиции фракций разного размера, чтобы обеспечить максимальную плотность упаковки.
— То есть у вас есть установки для этого?
— Так сложилось, что в рамках тех задач, которые были поставлены перед нами указанием президента о создании малотоннажных производств материалов, необходимых для обеспечения выпуска определенных изделий, в ВИАМ нужно было организовать производство припоев. А припои для высокотемпературной вакуумной пайки в основном производятся в виде порошков. Из порошков мы также делаем конструкционную керамику. Требования к этим порошкам очень напоминают требования, предъявляемые к металлопорошковым композициям, используемым при аддитивных технологиях, в том числе по сочетанию фракций разного размера.
Так вот, под нашу технологию получения разных порошков мы спроектировали и изготовили за рубежом, в Англии, на фирме PSI, соответствующую установку — атомайзер. Эта установка позволяет в очень узком интервале размеров получать нужные нам порошки.
Сейчас признано, что эти машины двойного назначения. Из-за этого возникли проблемы дальнейшего сотрудничества с фирмой. Поэтому мы начали прорабатывать возможность их самостоятельно проектировать и изготавливать. Машина состоит из двух частей: плавильной и распылительной. Плавильная часть для нас не представляет проблем, так же как большая часть распылительной. Главная проблема — форсунка распылительного устройства, но нам придется сейчас разработать высокотемпературный материал и технологию изготовления этих форсунок, потому что есть потребность в таких установках и порошках.
Наш опыт, полученный на припоях и керамике, позволил нам сразу приступить к разработке технологии изготовления порошков для аддитивных технологий, причем на тех же установках. Но вначале нужно было создать сами сплавы, из которых получают порошки. На этом этапе, в частности, мы добиваемся, чтобы сплав, используемый для изготовления порошков, не «трещал» при литье и последующем лазерном спекании. Потом из этого сплава нужно сделать металлопорошковую композицию, то есть получить порошки разных размеров и смешать фракции в необходимом соотношении. Мы начали выпускать порошки и уже внедряем их в промышленность в Перми на ОАО «Авиадвигатель» для аддитивного процесса восстановления гребешков бандажных полок лопаток по методу direct deposition. При ремонте подложкой для наносимого материала является поврежденное место детали, контуры которого заранее неизвестны, поэтому вначале восстанавливаемое место лопатки оцифровывается сканером, входящим в состав установки, затем создается его модель, а потом уже на ней дорисовываются части, которые нужно восстановить.
Недавно я подписал спецификацию, разрешающую использовать детали, восстановленные этим методом, в эксплуатации.
— На порошке ведь проблемы не заканчиваются?
— Когда получена металлопорошковая композиция, возникает проблема отработки режимов ее использования и окончательного уточнения ее состава. Например, с одной стороны, чем меньше величина d50, фракций, входящих в композицию, тем более рельефно могут быть проработаны мелкие элементы детали и тем более гладкую поверхность можно получить у построенной детали. С другой стороны, в этом случае процесс плавления может идти очень бурно, происходит разбрызгивание расплава, что может привести к обратному результату — повышенной шероховатости детали, микропористости. Таким образом, задача технолога состоит в определении оптимальной взаимосвязи таких параметров, как мощность лазера, фракционный и химический состав порошка, шаг сканирования, скорость сканирования лазерным лучом, температура плавления материала. Чем выше скорость сканирования, тем выше производительность машины и тем меньше шероховатость поверхности. Однако и тем выше вероятность образования пористости. Особое значение имеет согласование шага сканирования, свойств материала и других параметров для минимизации пористости и оксидных включений во внутренней структуре строящейся детали. Таким образом, скорость, мощность и шаг — главные параметры технологического процесса.
— Но ведь технологии и порошки, как вы сами говорите, зависят от применяемых АМ-машин. Как у нас с ними обстоят дела?
— Создать машину для аддитивных технологий — это, я считаю, вершина инженерной научной мысли, в этой машине необходимо соединить программиста, металлурга, электронщика. Между собой машины, в частности, могут отличаться источниками энергии, но пока лазерный луч — основной источник энергии, хотя используются и электронный луч, и плазма. Но разработка и изготовление оборудования для аддитивных технологий, основанных на применении металлических порошков, в России находится только в начальной стадии. У нас этим, в частности, занимаются в ОАО «Станкопром». И первую такую установку вместе с университетом «Станкин» они уже сделали.
Сейчас мы начинаем работать с Санкт-Петербургским политехническим университетом, который возглавляет член-корреспондент. РАН Андрей Иванович Рудской. Там при нашем участии тоже разрабатывают оборудование для аддитивных технологий, а также программное обеспечение по управлению АМ-машин. И это только начало.
Но чтобы двигаться дальше, необходимо в том числе разработать систему сертификации и стандартизации аддитивных изделий, технологических процессов, порошков и композиций, чтобы все понимали всё однозначно и можно было требовать от разработчиков соблюдения стандартных требований.
— Конек ВИАМа — лопатки с монокристаллической структурой. Можно ли перейти при их изготовлении на аддитивные технологии?
— Любую деталь можно сделать, но надо понимать, какова должна быть степень отработки технологии и документации, прежде чем такую лопатку можно будет передать в производство. Ведь разработка любого изделия должна завершаться предоставлением полного комплекта нормативных документов, которые показывают, какая конструкция у изделия, из какого материала оно должно быть сделано, как его сделать и на каком оборудовании.
И конечно, важнейшая проблема — подготовка и переподготовка кадров. Например, компания 3D Systems создала свой собственный университет, для того чтобы готовить специалистов в области материалов, математики и технологии аддитивного производства. И мы тоже начали этот путь. Пока мы создали при ВИАМе магистратуру по материаловедению. Ребята учатся и осваивают профессию непосредственно на рабочем месте.
— Если коротко подвести итоги нашей беседы, как бы вы сформулировали свои основные предложения по организации работ по развитию аддитивных технологий?
— Во-первых, это концентрация и координация усилий в этом направлении. Не случайно американцы, как я говорил, уже создали именно с этими целями National Additive Manufacturing Innovation Institute. Во-вторых, комплексный подход к этой проблеме. Понимание того, что результат рождается в единстве всех составляющих аддитивных технологий: материал, конструкция, математические модели, технологии, оборудование. В-третьих, это развитие и поддержка инжиниринговых центров в области аддитивных технологий. И не так, как у нас бывает, — всем сестрам по серьгам. А тех, которые реально имеют кадры, имеют инфраструктуру, способны обеспечить создание системы национальных стандартов для аддитивного производства, классификацию материалов, стандартизацию конструкций, технологий и оборудования, а также масштабное применение технологий с соответствующим конкретным результатом. В-четвертых, это подготовка и переподготовка кадров. Наконец, в-пятых, это разработка нормативной документации, чтобы каждый знал, что понимается под аддитивными технологиями, какие требования предъявляются к материалу, к металлопорошковой композиции, в каких условиях получается порошок, каким методом, какие требования к моделям, технологиям, оборудованию и самим деталям.
Процесс изготовления порошков
 |
Порошки классифицируют по условному диаметру частиц, подразделяя их на нанодисперсные с диаметром частиц менее 0,1 мкм, ультрадисперсные с диаметром 0,1–1,0 мкм, высокодисперсные от 1,0 до 10 мкм, мелкие от 10 до 40 мкм, средние от 40 до 250 мкм и крупные от 250 до 1000 мкм. Одним из параметров, характеризующих порошок, является величина d50 — средний диаметр частиц. Например, если d50 равно 40 мкм, это означает, что у 50% частиц порошка размер частиц меньше или равен 40 мкм. Чем больше частиц одного диаметра в партии порошка, тем лучше качество получаемых из него металлопорошковых композиций. Вот почему порошки после изготовления дополнительно сортируют по размерам частиц.
Общее требование к порошкам для AM-машин — сферическая форма частиц. Это связано, во-первых, с тем, что такие частицы более компактно укладываются в определенный объем. А во-вторых, с необходимостью обеспечить «текучесть» порошковой композиции в системах подачи материала с минимальным сопротивлением.
 |
Основными технологиями получения порошков для AM-машин, которые позволяют изготавливать порошки необходимого размера и обеспечивают выполнение этих требований, являются газовая атомизация, вакуумная атомизация и центробежная атомизация.
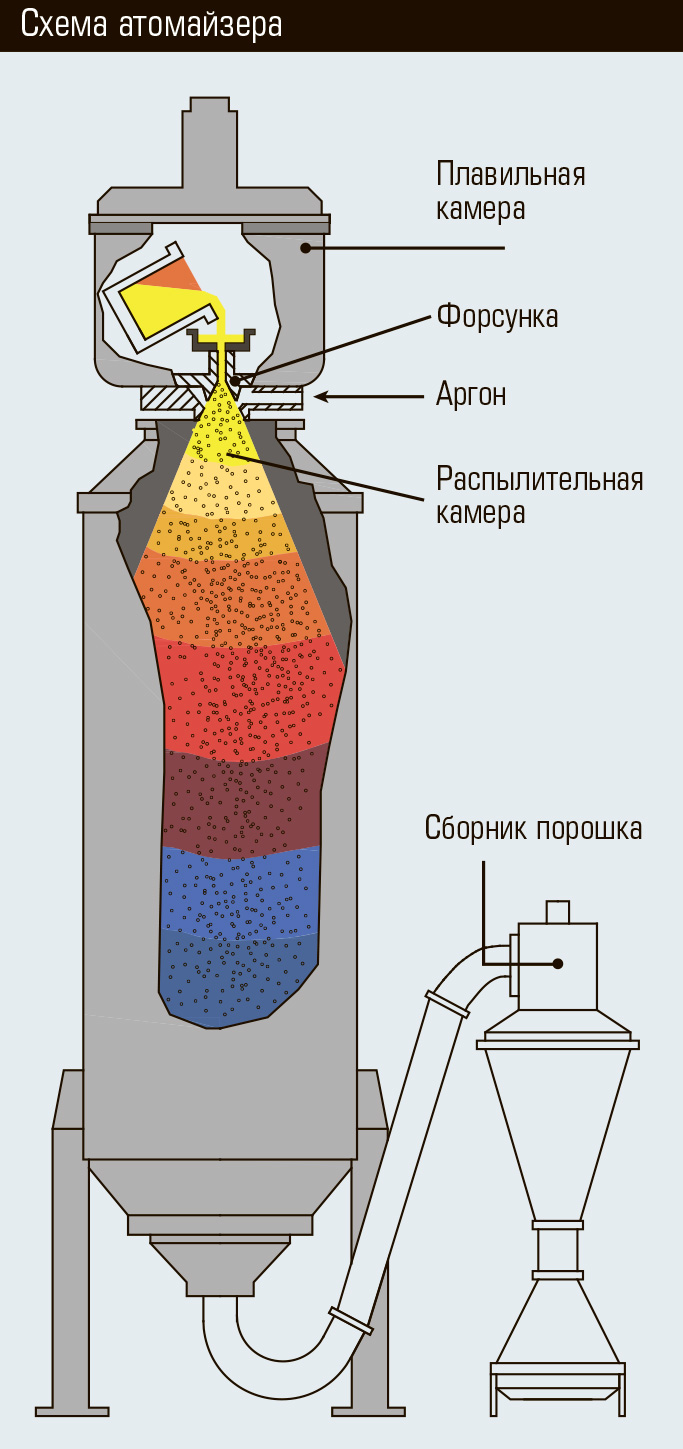
При газовой атомизации металл расплавляют в плавильной камере (обычно в вакууме или в инертной среде) и затем сливают в управляемом режиме через специальное устройство — распылитель, где производится разрушение потока жидкого металла струей инертного газа под давлением.
Процесс вакуумной атомизации происходит за счет растворенного в расплаве газа. Суть его состоит в следующем. Атомайзер состоит из двух камер — плавильной и распылительной. В плавильной камере создают избыточное давление газа (водород, гелий, азот), который растворяется в расплаве. Во время атомизации металл под действием давления в плавильной камере поступает вверх к сопловому аппарату, выходящему в распылительную камеру, где создают вакуум. Возникающий перепад давления побуждает растворенный газ к выходу на поверхность капель расплава и «взрывает» капли изнутри, обеспечивая при этом сферическую форму и мелкодисперсную структуру порошка.
Наконец, технология центробежной атомизации предполагает распыление расплава, создаваемого электрической дугой между прутком материала и вольфрамовым электродом.
В ВИАМе занимаются технологией газовой атомизации, которая наиболее широко распространена в мире — свыше 90% производства металлопорошковых композиций.
Александр Механик

