Современная технология производства металлических отливок для вооружений и военной техники
8 сообщений
№1

dorosh
29.05.2013 15:21
В развитие статьи
Современная технология производства металлических отливок для вооружений и военной техники
по адресу:
http://vpk.name/news/40118_sovremennaya_tehnologiya_proizvodstva_metallicheskih_otlivok_dlya_vooruzhenii_i_voennoi_tehniki.html
Литье металла по пенопластовым моделям - высокая точность и низкая себестоимость отливок.
Если при литье в песчаные формы применяют одноразовые формы, то теперь льют по одноразовым моделям из пенопласта. Они похожи на упаковку от телевизора, или разовую пищевую тарелку, которых массово штампуют на автоматах, а плитами пенополистирола утепляют наружные стены домов.
По такой же технологии (как для упаковки) для серии отливок модели производят задуванием гранул пенополистирола в алюминиевые пресс-формы (многоместные для мелких моделей) с последующим вспениванием гранул нагревом пресс-форм около 3 минут. Для разовых и крупных отливок (весом до нескольких тонн) модели вырезают из плит пенопласта нагретой нихромовой проволокой по шаблонам или на макетно-фрезерных станках (3D-фрезерах). Модель и полученная по ней отливка, имеют высокую точность и конкурентный товарный вид.
Свободно можно видеть объемный прообраз отливки в модели, померять ее стенки, чего при обычной формовке для сложных с несколькими стержнями отливок не сделать. Модель из пенопласта легче отливки из чугуна в 280 раз, возьмешь в руки модель – как будто держишь пустоту, которая затем превращается в металл. Обычно литейщики к такому не привыкли, стереотипы заложенные еще в институте, не дают увидеть новых возможностей литья. Пенопластовые модели покрывают краской с огнеупорным порошком, склеивают с литником, засыпают сухим песком в ящике (контейнере) и заливают металлом. При заливке металл испаряет модель и собой ее замещает. Чтобы модель не дымила в цех при заливке, из контейнера отсасывают насосом газы – разрежение поддерживают примерно пол-атмосферы (бытовой пылесос дает до 0,3 атм). Нет вони горелых связующих, нет заливов по разъему форм (нет разъема) и смещения стержней и форм при сборке, т. к. отсутствуют сами стержни со всеми проблемами их производства и выбивки.
Производственные участки: модельный, формовочный, плавильный, очистной оснащаются простым оборудованием. Вся формовка состоит из засыпки моделей сухим песком на вибростоле (без массивных высокоточных машин прессования, встряхивания, сборки форм, пневмотрамбовок, бегунов). Акцент внимания перенесен на производство моделей (этих «легчайших белых игрушек» с плотностью 25-27 кг/куб.м), которое обычно «доверяют» женским рукам, располагая участки на втором и выше этажах зданий. Труд, подобный упаковочному, вытесняет образ литейки, как маленькой шахты.
Оборотное охлаждение песка после высыпания из форм ведут в проходных охладителях - в пневмопотоке или барабанных, как правило, монтируя их с бункерами вне цеха (песок не боится мороза). Для черных и цветных сплавов используют одинаковое отечественное оборудование (в отличие от традиционной формовки со связующим, когда качественное оборудование бычно импортируют). Так получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех марок. В ящике на «елке или кусте» сразу льют десятки отливок, как в ювелирном производстве.
Цеха и участки с этой гибкой технологией стремительно множатся по всему миру - от Америки до Китая, в авто- и приборостроении, Ford Motors, Fiat, General Motors и т. д., несколько сотен патентов на изобретения – а поток их растет. Сегодня в мире по ней производят отливок ~1,5 млн. т/год, прогнозы на ближайшее будущее дают этой технологии 10-20% мирового литья. Институт ФТИМС, г. Киев (отдел ФХПФ под рук. проф. Шинского О. И.), более тридцати лет совершенствуя в этом деле «фирменную» специализацию, спроектировал оборудование и запустил ряд цехов участков в Украине, России, Польше и Вьетнаме.
Низкие затраты на модельно-формовочные материалы (на 1 т годного литья расходуют четыре вида: кварцевый песок - 50 кг, противопригарные покрытия - 25 кг, пенополистирол - 6 кг и пленка полиэтиленовая - 10 кв.м., нет в песке связующего) экономят не менее 100 дол./т литья, а размещение отливок по всему объему контейнера дает выход годного 70-80%, экономию по шихте металла на 250-300 кг, электроэнергии 100-150 кВт.ч., массы отливок на 10-20% по сравнению с традиционной опочной формовкой. Крупную экономию дает литье сложных отливок из износостойких сталей (шнеки для машин производства кирпича, била, молотки и детали дробилок), т. к. резко снижаются затраты на их механообработку. Нет ограничений на конфигурацию отливок.
Опыт запуска участков до 50-150 т/месяц показал срок окупаемости до 2-х лет, набор оборудования для цехов 10-80 т/месяц отличается мало. Если создавать или реконструировать литейку, то литье по газмоделям – тот бизнес, где металл своим оборудованием и рабочей силой переводится в конкурентный товар. Страны, где металлургия дает металл из собственных руд, путем углубленной его переработки обретают шанс опередить конкурентов. Этот способ литья показывает, что использование науки в высоких технологиях дает не обязательно сложные малодоступные производства. Литье по газмоделям даст реальную выгоду для производства большинства номенклатуры отливок. Экономисты пишут, килограмм металла (см. цены рядовой продукции черной металлургии), стоит в среднем $ 0,5. Килограмм изделий из металла в автомобиле или танке стоит уже $50...100, а в самолете - $1500...2000.
В Киеве льют черные и цветные металлы развесом 0,1-2500 кг. Опытный цех института производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц и выполняет заказы на серийные и разовые детали. Институт ФТИМС проектирует оборудование цехов и участков, разрабатывает для них технологию и оснастку и поставляет полный комплект литейного оборудования с его пуско-наладкой и внедрением технологии. Изготовление пресс-форм для моделей часто выполняют точным литьем. Сост. Дорошенко В., dorosh@inbox.ru, т.38-066-1457832
(Статьи др. авторов: Рыбаков С. А. Инновационные возможности литья по газифицируемым моделям, состояние и перспективы этого метода в России // Литейщик России. №4, 2009, с. 44-45). См. примеры моделей и отливок
 2
2 7
7
8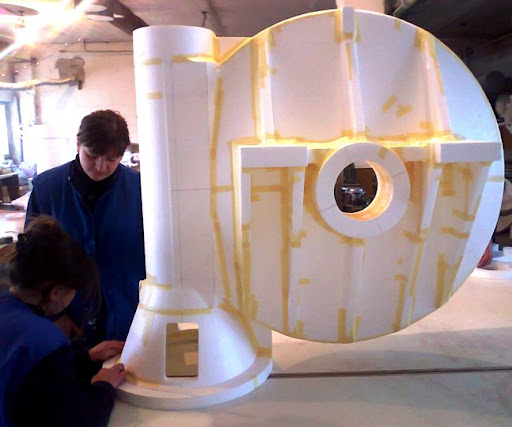
10
11 15
15 18
18 19
19 20
20 22
22 23
23 24
24 25
25 27
27 29
29 30
30 31
31 32
32 33
33 34
34 35
35 37
37 38
38 39
39 40
40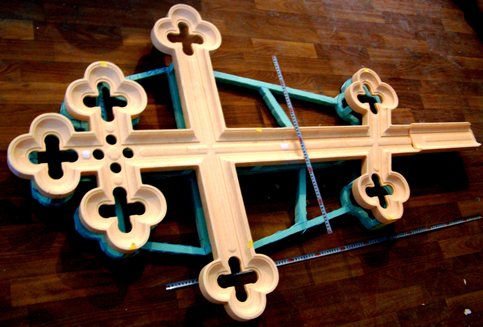 41
41 43
43 44
44 45
45 46
46 , 49
, 49 , 56
, 56 , 57
, 57 , 58
, 58 59
59 , 60
, 60 , 61
, 61 62
62 63
63 64
64 65
65 67
67 68
68 69
69 70
70 73
73 72
72 73
73 74
74 75
75 76
76
 76
76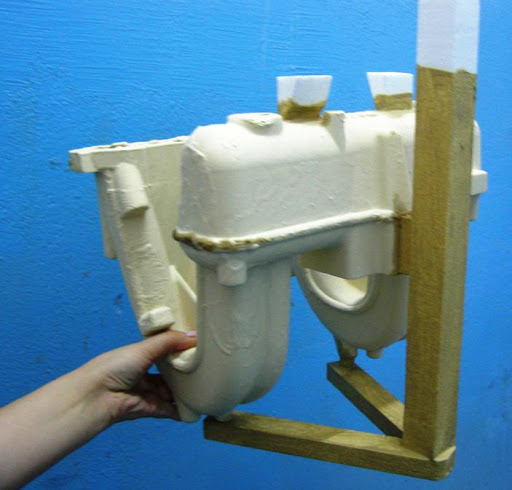 77
77 78
78 79
79 80
80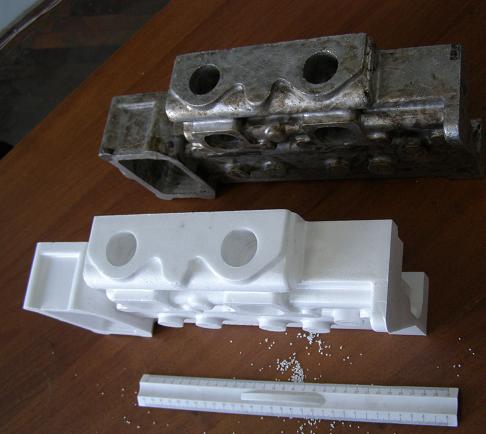 1
1 2
2 3
3 4
4 5
5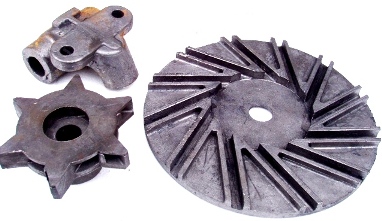 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27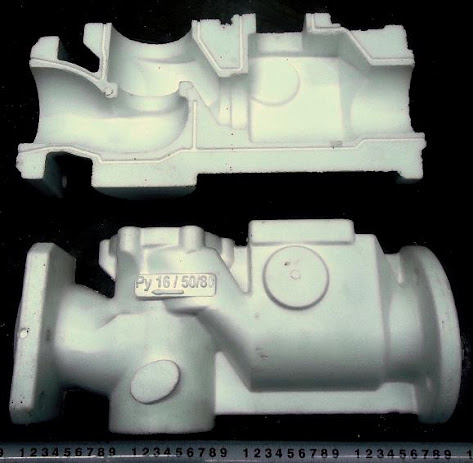 28
28 29
29 30
30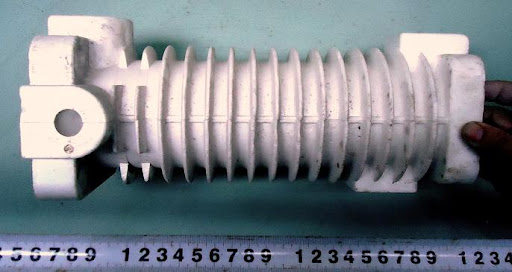 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54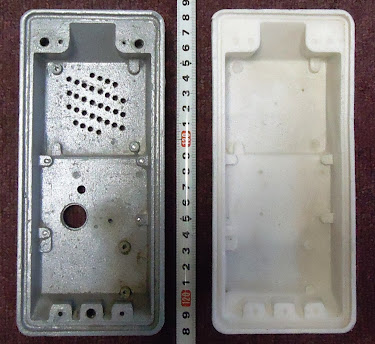 55
55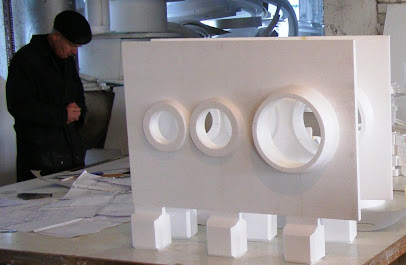 56
56 57
57 58
58 59
59 60
60 61
61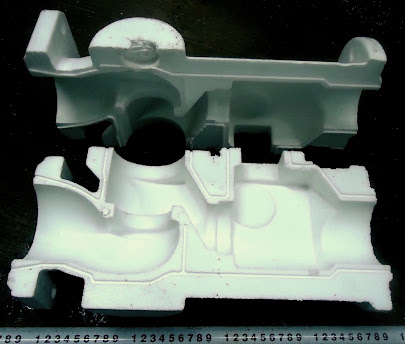 62
62 63
63 64
64 65
65 66
66 67
67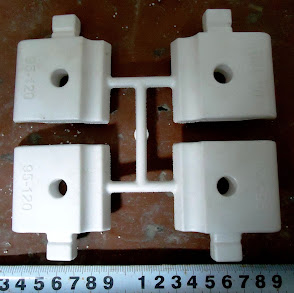 68
68 69
69 70
70 71
71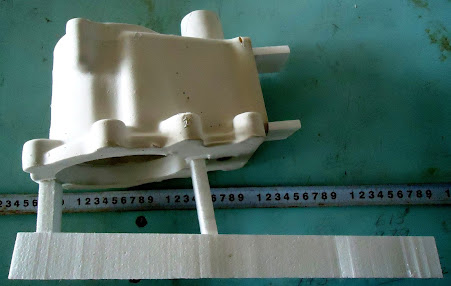 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82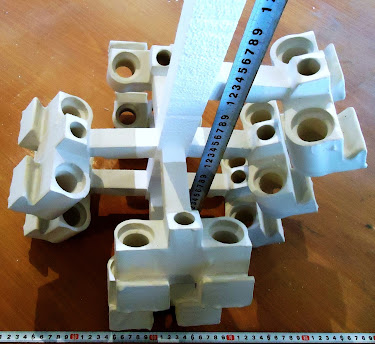 83
83 84
84 85
85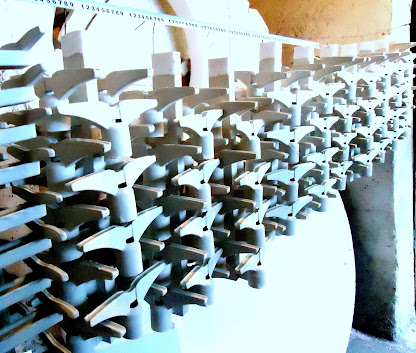 86
86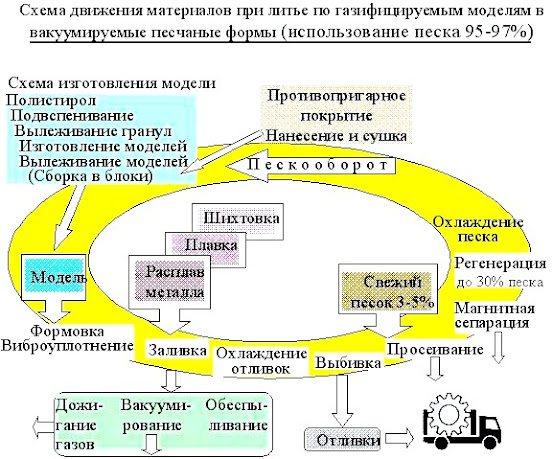 87
87
Расширяется область применения ЛГМ-процесса.
Все больше желающих реконструировать свой литейный цех под этот экономичный процесс, а также расширяются наши литейные мощности в Киеве, поскольку растет число заказов.
Ведь альтернативы этой технологии нет. Пишите dorosh@inbox.ru
Смотрите новые примеры:



 5
5



 10
10



 15
15













 76 77 78 79 80 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87
76 77 78 79 80 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87
Расширяется область применения ЛГМ-процесса.
Все больше желающих реконструировать свой литейный цех под этот экономичный процесс, а также расширяются наши литейные мощности в Киеве, поскольку растет число заказов.
Ведь альтернативы этой технологии нет. Пишите dorosh@inbox.ru
Смотрите новые примеры:
5 10 15

Современная технология производства металлических отливок для вооружений и военной техники
по адресу:
http://vpk.name/news/40118_sovremennaya_tehnologiya_proizvodstva_metallicheskih_otlivok_dlya_vooruzhenii_i_voennoi_tehniki.html
Литье металла по пенопластовым моделям - высокая точность и низкая себестоимость отливок.
Если при литье в песчаные формы применяют одноразовые формы, то теперь льют по одноразовым моделям из пенопласта. Они похожи на упаковку от телевизора, или разовую пищевую тарелку, которых массово штампуют на автоматах, а плитами пенополистирола утепляют наружные стены домов.
По такой же технологии (как для упаковки) для серии отливок модели производят задуванием гранул пенополистирола в алюминиевые пресс-формы (многоместные для мелких моделей) с последующим вспениванием гранул нагревом пресс-форм около 3 минут. Для разовых и крупных отливок (весом до нескольких тонн) модели вырезают из плит пенопласта нагретой нихромовой проволокой по шаблонам или на макетно-фрезерных станках (3D-фрезерах). Модель и полученная по ней отливка, имеют высокую точность и конкурентный товарный вид.
Свободно можно видеть объемный прообраз отливки в модели, померять ее стенки, чего при обычной формовке для сложных с несколькими стержнями отливок не сделать. Модель из пенопласта легче отливки из чугуна в 280 раз, возьмешь в руки модель – как будто держишь пустоту, которая затем превращается в металл. Обычно литейщики к такому не привыкли, стереотипы заложенные еще в институте, не дают увидеть новых возможностей литья. Пенопластовые модели покрывают краской с огнеупорным порошком, склеивают с литником, засыпают сухим песком в ящике (контейнере) и заливают металлом. При заливке металл испаряет модель и собой ее замещает. Чтобы модель не дымила в цех при заливке, из контейнера отсасывают насосом газы – разрежение поддерживают примерно пол-атмосферы (бытовой пылесос дает до 0,3 атм). Нет вони горелых связующих, нет заливов по разъему форм (нет разъема) и смещения стержней и форм при сборке, т. к. отсутствуют сами стержни со всеми проблемами их производства и выбивки.
Производственные участки: модельный, формовочный, плавильный, очистной оснащаются простым оборудованием. Вся формовка состоит из засыпки моделей сухим песком на вибростоле (без массивных высокоточных машин прессования, встряхивания, сборки форм, пневмотрамбовок, бегунов). Акцент внимания перенесен на производство моделей (этих «легчайших белых игрушек» с плотностью 25-27 кг/куб.м), которое обычно «доверяют» женским рукам, располагая участки на втором и выше этажах зданий. Труд, подобный упаковочному, вытесняет образ литейки, как маленькой шахты.
Оборотное охлаждение песка после высыпания из форм ведут в проходных охладителях - в пневмопотоке или барабанных, как правило, монтируя их с бункерами вне цеха (песок не боится мороза). Для черных и цветных сплавов используют одинаковое отечественное оборудование (в отличие от традиционной формовки со связующим, когда качественное оборудование бычно импортируют). Так получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех марок. В ящике на «елке или кусте» сразу льют десятки отливок, как в ювелирном производстве.
Цеха и участки с этой гибкой технологией стремительно множатся по всему миру - от Америки до Китая, в авто- и приборостроении, Ford Motors, Fiat, General Motors и т. д., несколько сотен патентов на изобретения – а поток их растет. Сегодня в мире по ней производят отливок ~1,5 млн. т/год, прогнозы на ближайшее будущее дают этой технологии 10-20% мирового литья. Институт ФТИМС, г. Киев (отдел ФХПФ под рук. проф. Шинского О. И.), более тридцати лет совершенствуя в этом деле «фирменную» специализацию, спроектировал оборудование и запустил ряд цехов участков в Украине, России, Польше и Вьетнаме.
Низкие затраты на модельно-формовочные материалы (на 1 т годного литья расходуют четыре вида: кварцевый песок - 50 кг, противопригарные покрытия - 25 кг, пенополистирол - 6 кг и пленка полиэтиленовая - 10 кв.м., нет в песке связующего) экономят не менее 100 дол./т литья, а размещение отливок по всему объему контейнера дает выход годного 70-80%, экономию по шихте металла на 250-300 кг, электроэнергии 100-150 кВт.ч., массы отливок на 10-20% по сравнению с традиционной опочной формовкой. Крупную экономию дает литье сложных отливок из износостойких сталей (шнеки для машин производства кирпича, била, молотки и детали дробилок), т. к. резко снижаются затраты на их механообработку. Нет ограничений на конфигурацию отливок.
Опыт запуска участков до 50-150 т/месяц показал срок окупаемости до 2-х лет, набор оборудования для цехов 10-80 т/месяц отличается мало. Если создавать или реконструировать литейку, то литье по газмоделям – тот бизнес, где металл своим оборудованием и рабочей силой переводится в конкурентный товар. Страны, где металлургия дает металл из собственных руд, путем углубленной его переработки обретают шанс опередить конкурентов. Этот способ литья показывает, что использование науки в высоких технологиях дает не обязательно сложные малодоступные производства. Литье по газмоделям даст реальную выгоду для производства большинства номенклатуры отливок. Экономисты пишут, килограмм металла (см. цены рядовой продукции черной металлургии), стоит в среднем $ 0,5. Килограмм изделий из металла в автомобиле или танке стоит уже $50...100, а в самолете - $1500...2000.
В Киеве льют черные и цветные металлы развесом 0,1-2500 кг. Опытный цех института производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц и выполняет заказы на серийные и разовые детали. Институт ФТИМС проектирует оборудование цехов и участков, разрабатывает для них технологию и оснастку и поставляет полный комплект литейного оборудования с его пуско-наладкой и внедрением технологии. Изготовление пресс-форм для моделей часто выполняют точным литьем. Сост. Дорошенко В., dorosh@inbox.ru, т.38-066-1457832
(Статьи др. авторов: Рыбаков С. А. Инновационные возможности литья по газифицируемым моделям, состояние и перспективы этого метода в России // Литейщик России. №4, 2009, с. 44-45). См. примеры моделей и отливок
2 7 8
10
11
15 18 19 20 22 23 24 25 27 29 30 31 32 33 34 35 37 38 39 40 41 43 44 45 46, 49, 56, 57, 58 59, 60, 61 62 63 64 65 67 68 69 70 73 72 73 74 75 76 76 77 78 79 80 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 Расширяется область применения ЛГМ-процесса.
Все больше желающих реконструировать свой литейный цех под этот экономичный процесс, а также расширяются наши литейные мощности в Киеве, поскольку растет число заказов.
Ведь альтернативы этой технологии нет. Пишите dorosh@inbox.ru
Смотрите новые примеры:
5 10 15 76 77 78 79 80 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 Расширяется область применения ЛГМ-процесса.
Все больше желающих реконструировать свой литейный цех под этот экономичный процесс, а также расширяются наши литейные мощности в Киеве, поскольку растет число заказов.
Ведь альтернативы этой технологии нет. Пишите dorosh@inbox.ru
Смотрите новые примеры:
5 10 15 +6
Сообщить
№2
Андрей_К
29.05.2013 16:14
Все гениальное просто - краска и пенопластовая модель и вуаля.
А какой ни будь 3D принтер нельзя приспособить для создания моделей?
Тогда производство можно было бы сильно автоматизировать - проект в автокаде поступает на принтер, тот печатает модель, а из модели делается деталь.
Тогда время между проектом и его массовым производством можно было бы сильно сократить, а скорость внедрения изменений в проект была бы рекордной - на лету.
Я так понимаю, самое узкое место здесь (в плане скорости и трудоёмкости) - это изготовление моделей.
Правда существующие принтеры работают с другой пластмассой и не с такими размерами моделей ... но это еще только развивающаяся индустрия - принтеры есть, а придумать как их с пользой использовать еще не придумали.
Пока только ювелиры ими пользуются, но они печатают из пластмассы модель, обрабатывают заусенцы, делают с неё слепок! И только потом отливают заготовку.
А какой ни будь 3D принтер нельзя приспособить для создания моделей?
Тогда производство можно было бы сильно автоматизировать - проект в автокаде поступает на принтер, тот печатает модель, а из модели делается деталь.
Тогда время между проектом и его массовым производством можно было бы сильно сократить, а скорость внедрения изменений в проект была бы рекордной - на лету.
Я так понимаю, самое узкое место здесь (в плане скорости и трудоёмкости) - это изготовление моделей.
Правда существующие принтеры работают с другой пластмассой и не с такими размерами моделей ... но это еще только развивающаяся индустрия - принтеры есть, а придумать как их с пользой использовать еще не придумали.
Пока только ювелиры ими пользуются, но они печатают из пластмассы модель, обрабатывают заусенцы, делают с неё слепок! И только потом отливают заготовку.
0
Сообщить
№3
Aleksandr
06.06.2013 23:18
очень перспективно,в эту замечательную технологию надо вложить миллиарды и можно получить очень многое.
0
Сообщить
№4

Alexander
10.06.2013 15:50
Цитата
Институт ФТИМС проектирует оборудование цехов и участков, разрабатывает для них технологию и оснастку и поставляет полный комплект литейного оборудования с его пуско-наладкой и внедрением технологии.И с российскими предприятиями работаете?
0
Сообщить
№5

Андрей Л.
10.06.2013 16:00
Цитата
dorosh
Современная технология производства металлических отливок для вооружений и военной техники
Такой вопрос - а кто и где изготавливает для Вас формы, в которых получаются данные отливки?
0
Сообщить
№6
nikola
20.06.2013 23:46
Не прошло и 50 лет как эту технологию вытащили из наыталина и обозвали "новой". Знаете такой курс в институте - специальные методы литья?
0
Сообщить
№8
tmn855
27.12.2014 12:54
3D печать отливок двигателей на заводе Ford- Предполагаю, менее затратная технология и ее необходимо развивать и осваивать
https://www.youtube.com/watch?v=S6OZXdRoogY
https://www.youtube.com/watch?v=Z8MaVaqNr3U
https://www.youtube.com/watch?v=S6OZXdRoogY
https://www.youtube.com/watch?v=Z8MaVaqNr3U
0
Сообщить
